

Identifier le type de tube en aluminium que vous coupez
« Tube en aluminium » paraît simple, mais dans la pratique on rencontre de nombreuses formes et finitions : tube rond, tube carré, tube rectangulaire et profilés aluminium (U, cornières et extrusions sur mesure). La meilleure méthode de coupe dépend de quatre facteurs faciles à vérifier.
Étape 1 Forme et dimension
Le tube rond a tendance à rouler. Le tube carré peut vriller si le bridage est insuffisant. Les profilés peuvent vibrer s’ils ne sont pas soutenus. Le « meilleur outil » dépend surtout de la qualité de la prise et du maintien de la pièce.
Étape 2 Épaisseur de paroi
Les tubes à paroi fine s’écrasent et s’ovaliseront plus facilement. Les tuyaux à paroi épaisse sont plus stables, mais peuvent bavurer si le choix de lame et l’avance ne sont pas adaptés. L’épaisseur dicte surtout la stratégie de bridage et le choix denture/lame.
Étape 3 Finition de surface
L’aluminium brut tolère de petites rayures. Un tube anodisé ou thermolaqué, beaucoup moins. Si l’aspect compte, protégez la surface et réduisez les vibrations.
Étape 4 Niveau de qualité attendu
Une coupe cachée demande surtout un ébavurage de sécurité. Une coupe visible exige un bord plus propre et des longueurs régulières. Une coupe pour soudure/raccord exige une bonne équerrage et une préparation de bord correcte.
Si vous coupez une seule pièce, le goulot d’étranglement n’est pas la vitesse de coupe : c’est la mise en place. Si vous coupez des centaines de pièces, la finition et les reprises deviennent le goulot. Le « bon outil » est celui qui réduit le temps total (coupe + ébavurage + retouches), pas seulement le temps de coupe.
Sécurité et préparation
Inutile d’employer un vocabulaire compliqué. Il faut des habitudes concrètes qui évitent les blessures et gardent vos coupes précises. La coupe de l’aluminium produit des arêtes très tranchantes et des copeaux. Le meulage produit une poussière fine. Scies et meuleuses sont bruyantes. Si vous maîtrisez ces trois points, la plupart des travaux se passent bien.
Yeux + visage
Lunettes de sécurité pour chaque coupe. Ajoutez un écran facial avec meuleuse ou si des copeaux rebondissent vers vous.
Ouïe
Une scie à onglet ou une meuleuse peut être assez bruyante pour endommager l’audition en peu de temps. Portez une protection auditive.
Poussières + copeaux
Évitez les copeaux au sol et sur les surfaces de serrage. Si vous meulez souvent, contrôlez la poussière fine avec aspiration et nettoyage.
La plupart des « mauvaises coupes » ne viennent pas de l’outil : elles viennent du bridage. Si le tube bouge, roule ou vibre, la lame accroche, le bord se déchire et la finition se dégrade. Avant d’accuser la lame, immobilisez correctement la pièce.
- Empêcher de rouler : utilisez un V-block, un étau à tube, ou un simple berceau en bois pour le tube rond.
- Soutenir des deux côtés : un tube long a besoin d’un support pour éviter que la chute ne tombe et ne pince la lame.
- Prévoir les 10 % finaux : ralentissez à la fin pour éviter arrachement et bavure « pic ».
- Garder les surfaces de contact propres : un seul copeau sous un serre-joint peut rayer instantanément un tube anodisé.
Les « pièges » de l’aluminium : pourquoi vos coupes bavent, font des bavures ou partent de travers
L’aluminium est plus tendre que l’acier. Il se coupe vite, mais il crée aussi trois pièges fréquents. Les comprendre permet de corriger la plupart des problèmes en quelques minutes.
Piège A : encrassement / « collage » de la lame
Quand les copeaux d’aluminium collent aux dents, la lame ne coupe plus proprement. Le bord paraît « déchiré » ou barbouillé. Vous pouvez entendre un couinement, sentir des à-coups, et observer une bavure importante. La solution est souvent simple : lame non-ferreux, meilleur bridage, et une lubrification légère (cire ou micro-brumisation contrôlée).
Piège B : écrasement des tubes à paroi fine
Si vous serrez un tube à paroi fine comme de l’acier, il peut se déformer. Une fois aplati, la coupe peut perdre l’équerrage et les pièces ne s’assemblent plus. C’est pourquoi des mors doux et un support interne comptent. Pas besoin de montages coûteux : un petit insert près de la zone de coupe suffit souvent.
Piège C : bavures et arêtes vives
Les bavures d’aluminium peuvent être extrêmement coupantes. Elles gênent aussi les raccords, rayent les joints et compliquent la préparation avant soudure. La meilleure approche n’est pas de viser « zéro bavure » (rare en atelier), mais plutôt une petite bavure qui s’enlève vite avec une routine de finition répétable.
Guide de choix d’outil (selon paroi, précision et volume)
Voici une cartographie simple des outils. Elle vous aide à choisir un flux fiable selon votre travail. Raisonnez en temps total : mise en place + coupe + ébavurage + retouches.
| Outil / Méthode | Idéal pour | Points forts | Points d’attention | Niveau de qualité (typique) |
|---|---|---|---|---|
| Coupe-tube / coupeur de tube | Tubes ronds à paroi fine, petits diamètres, travail silencieux | Coupe très droite ; peu de salissures | Laisse une bavure interne ; risque d’ovaliser si on serre trop | Bord propre, mais ébavurage interne nécessaire |
| Scie à onglet / tronçonneuse + lame carbure non-ferreux | Atelier, coupes droites/angles, cadres visibles | Rapide, coupe d’équerre ; bon état de surface si bien réglé | Encrassement si à sec et sale ; bridage indispensable | Élevé si les vibrations sont maîtrisées |
| Scie à ruban | Coupes contrôlées, parois plus épaisses, répétitif | Stable et prévisible ; moins de risque d’accrochage | Mauvais pas de denture = arrachement sur tube fin ; support nécessaire | Moyen à élevé selon réglage |
| Meuleuse d’angle + disque à tronçonner | Terrain, coupes rapides « grossières », accès difficile | Fonctionne partout ; rapide | Plus de bavures ; plus facile d’être hors d’équerre ; poussières | Moyen, finition requise |
| Scie sabre / scie à main | Coupes sur site quand une scie stationnaire ne passe pas | Portable et flexible | Peut dévier ; vibrations ; plus de finition | Faible à moyen |
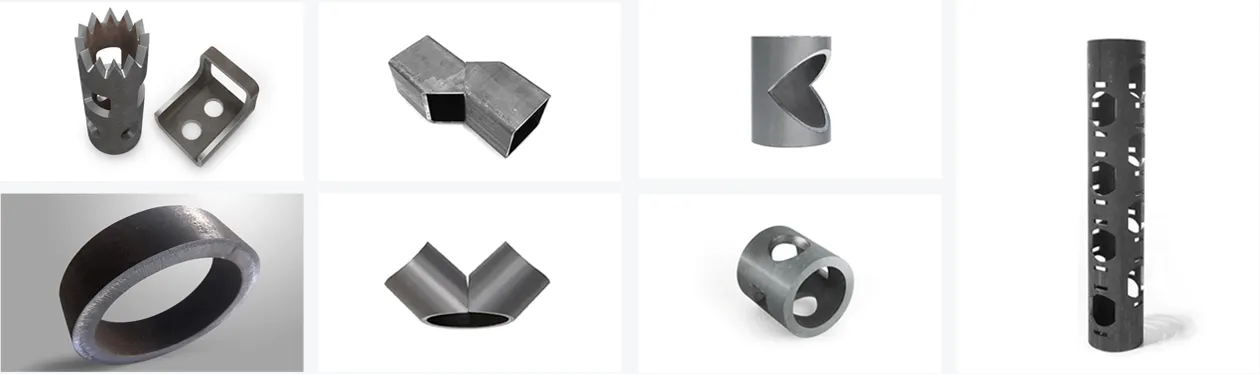
| Laser tube CNC fibre | Production en série, trous/fentes/encoches, géométrie répétable | Très régulier ; intègre des features en un passage ; moins de reprises | Nécessite programmation et bon dimensionnement machine | Élevé, scalable |
Si vous ne coupez que des longueurs droites occasionnellement, une scie + une routine d’ébavurage suffisent. Si vous répétez toujours les mêmes longueurs, ajoutez une butée ou un petit gabarit. Si vous avez des trous/encoches et des géométries répétables, le laser tube CNC devient vite pertinent.
Mesurer et tracer droit (le moyen le plus simple de gagner en précision)
La qualité de coupe commence souvent au traçage. Une scie parfaite ne corrigera pas un trait de coupe de travers. Voici des méthodes simples et efficaces pour les tubes en aluminium.
-
Méthode 1 : ruban adhésif (rapide et précis)
Enroulez un ruban de masquage autour du tube une fois. Alignez les bords pour qu’ils se rejoignent parfaitement (pas de jour, pas de chevauchement).
Utilisez le bord du ruban comme ligne de coupe droite.
Pourquoi ça marche : le bord du ruban devient une référence « d’équerre » autour de la circonférence.
-
Méthode 2 : bande papier/sangle (pour grands diamètres)
Enroulez une bande de papier autour du tube et alignez les bords. Une fois alignés, le bord du papier est d’équerre.
Tracez le long de ce bord pour une ligne nette.
Astuce : une fine sangle plastique fonctionne bien et se déchire moins facilement qu’un papier.
-
Méthode 3 : butée (pour longueurs répétées)
Si vous coupez beaucoup de pièces à la même longueur, utilisez une butée simple sur la règle/guide de la scie.
Vous mesurez une fois, puis vous coupez sans re-mesurer.
C’est souvent le meilleur « gain de temps » en petite série.
Brider sans écraser (conseils pour tubes aluminium à paroi fine)
Un tube aluminium à paroi fine se marque facilement. Si le tube ressort ovalisé, le problème vient généralement du serrage. L’objectif est de tenir fermement sans pression concentrée.
Utilisez des mors doux (ou des cales souples)
Placez du caoutchouc, du cuir, du bois ou un plastique souple entre la pince et le tube. Cela répartit la pression et réduit les marques. Cela protège aussi les tubes anodisés.
Ajoutez un support interne (insert simple)
Si le tube est très fin, insérez près de la zone de coupe un petit morceau de bois/plastique ou un tube « sacrifié » ajusté. Cela soutient la paroi et réduit fortement le risque d’écrasement.
Soutenez les grandes longueurs pour limiter les vibrations
Les tubes longs vibrent et « fouettent ». Utilisez des supports ou rouleaux de part et d’autre. La vibration crée des bords rugueux, des bavures importantes et des rayures.
Ne serrez pas « plus fort » pour vous rassurer. Sur un tube fin, le sur-serrage peut créer une ovalisation permanente. Cherchez un meilleur support, pas plus de force.
Méthode 1 : coupe-tube (très droit sur tube rond à paroi fine)
Un coupe-tube est plus lent qu’une scie, mais il peut produire des coupes très droites sur des tubes ronds à paroi fine. Il est aussi silencieux, propre et pratique en maintenance.
Comment faire (étapes simples)
- Tracez votre ligne de coupe.
- Placez la molette sur la ligne et serrez jusqu’au contact ferme.
- Tournez autour du tube. Après chaque tour complet, resserrez légèrement (petits incréments).
- Continuez jusqu’à séparation.
- Ébavurez intérieur et extérieur. Les coupe-tubes laissent souvent une bavure interne.
- Si la paroi est épaisse et que la coupe devient trop lente ou difficile
- Si le tube doit rester parfaitement rond pour un ajustement précis
- Si vous avez besoin de profilés, trous, encoches ou géométries complexes
- Utilisez une lame carbure non-ferreux (spéciale aluminium).
- Pour tube à paroi fine, un nombre de dents plus élevé laisse généralement un bord plus propre.
- Pour parois plus épaisses, une denture un peu plus « ouverte » coupe plus efficacement sans surchauffer.
- Évitez les « lames bois au hasard » sauf si vous êtes certain qu’elles conviennent à l’aluminium et sont sûres.
- Brider fermement pour empêcher rotation ou glissement.
- Soutenir la chute pour éviter qu’elle tombe et pince la lame.
- Nettoyer guide et serre-joints (des copeaux sous les mors rayent et mettent hors d’équerre).
- Laisser la lame atteindre sa vitesse avant d’entrer en coupe.
- Avance régulière (ni « claquer » vers le bas, ni avancer trop lentement en frottant).
- Faites un léger « contact » pour confirmer que la lame suit la ligne.
- Coupez avec une pression régulière. Si ça accroche, arrêtez et revérifiez bridage et supports.
- Ralentissez sur les 10 % finaux pour éviter l’arrachement.
- Ébavurez légèrement après la coupe.
- Enveloppez la zone de coupe avec du ruban de masquage.
- Utilisez des cales souples sous les serre-joints et évitez tout glissement après serrage.
- Retirez les copeaux du guide et des supports avant chaque coupe.
- Ébavurez avec un outil fin—toucher léger sur les zones visibles.
- Le pas de denture compte : un tube à paroi fine demande souvent une denture plus fine pour éviter l’accrochage et l’arrachement.
- Soutenez le tube : la vibration est l’ennemi des coupes droites.
- Avance régulière : pousser trop fort peut faire dévier le ruban.
- Surveillez l’évacuation des copeaux : si ça bourre, la qualité baisse et la lame chauffe.
- Parois plus épaisses, où une coupe contrôlée aide
- Répétitif, où la stabilité et l’alignement comptent
- Ateliers qui veulent un process plus calme avec moins de « risque d’accrochage »
- Bridez le tube pour qu’il ne roule pas.
- Tracez une légère gorge tout autour (un premier passage léger).
- Coupez plus profond au second passage en suivant la gorge.
- Ralentissez à la fin pour réduire l’arrachement.
- Ébavurez intérieur et extérieur.
- Utilisez une lame métal et gardez le tube soutenu près de la zone de coupe.
- Démarrez doucement pour éviter que la lame ne saute et ne raye la finition.
- Acceptez qu’une finition rapide sera nécessaire ensuite.
- Outil d’ébavurage manuel pour passes rapides
- Lime fine pour petites bavures
- Léger contact disque lamelles (si l’aspect n’est pas critique)
- Alésoir ou outil à chanfreiner
- Petite lime ronde pour une retouche rapide
- Ébavurez jusqu’à ce que les raccords s’emboîtent sans forcer
- Utilisez une scie à onglet stable avec une lame non-ferreux et un bridage solide.
- Protégez les finitions avec du ruban et des contacts propres.
- Après coupe, ébavurez légèrement pour que le joint se ferme bien.
- Le volume augmente : vous coupez beaucoup de pièces par jour/semaine et voulez de la régularité.
- La géométrie se complexifie : vous avez besoin de trous, fentes, encoches, languettes, marquage texte ou joints répétables.
- Les reprises coûtent cher : vous passez trop de temps à « faire rentrer les pièces » après la coupe.
- La qualité est critique : longueurs et ajustements doivent être constants pour l’assemblage.
- Confirmer Ø/section, épaisseur de paroi et longueur brute (travaux type 6 m / 9 m / 12 m).
- Préparer le CAD (lignes de coupe + trous + encoches).
- Programmer et imbriquer pour réduire la chute et maintenir des positions de features constantes.
- Charger, brider, soutenir, puis lancer.
- Finition légère seulement si nécessaire (souvent moins de travail manuel qu’avec une scie).
- Forme : rond / carré / rectangle / profilé
- Plage de tailles : Ø / côté et épaisseur de paroi
- Longueur brute : longueur de stock habituelle
- Matière : alliage aluminium courant, finition de surface
- Volume : par jour/semaine
- Features : coupes droites uniquement, ou trous/fentes/encoches/texte
- Niveau qualité : bord visible vs bord fonctionnel
- Automatisation : manuel / semi-auto / full auto
- Comment couper un tube acier
- Comment couper un tube cuivre
- Comment fonctionne la découpe laser
- Comment utiliser une machine de découpe laser
- Quelle épaisseur un laser fibre peut couper
- Découpe laser fibre vs CO2
- Qu’est-ce qu’une machine de découpe laser industrielle
- Découpe laser de l’inox
- Combien coûte une machine de découpe laser industrielle

Quand éviter un coupe-tube
Méthode 2 : scie à onglet / scie tronçonneuse
Pour la plupart des travaux d’atelier—cadres, rails, supports, fabrication générale—une scie à onglet/tronçonneuse avec la bonne lame est la solution la plus simple pour obtenir des coupes propres et d’équerre dans l’aluminium. La clé est simple : lame non-ferreux, bon bridage, avance régulière.
Choix de la lame
Réduire l’encrassement (pourquoi cire/lubrification aide)
Les copeaux d’aluminium peuvent coller aux dents et dégrader la coupe. Cela se traduit par couinement, accrochage et bavure. Beaucoup d’ateliers utilisent une cire pour lame ou une lubrification contrôlée pour réduire le frottement et faciliter l’évacuation des copeaux. Restez léger : trop de lubrifiant salit et retient les copeaux.
Checklist de réglage (avant chaque session)
Technique de coupe
Couper un tube anodisé sans rayures visibles
Un bon bord de coupe aluminium est lisse, avec une petite bavure qui s’enlève en quelques secondes. Si vous voyez de grosses bavures, du barbouillage, ou des marques de chaleur, considérez-le comme un problème de mise en place : bridage, lame, avance et gestion des copeaux.
Méthode 3 : scie à ruban (contrôlée, adaptée à la production, faible accrochage)
Les scies à ruban sont une solution fiable pour couper tubes et tuyaux aluminium, surtout sur parois plus épaisses ou en répétitif. Elles coupent généralement à une vitesse plus basse que certaines scies à onglet, ce qui réduit l’accrochage et rend la coupe plus « maîtrisée ».
Conseils scie à ruban pour garder l’équerrage
Quand la scie à ruban est un meilleur choix
Méthode 4 : meuleuse d’angle et outils terrain (accès rapide, plus de finition)
Parfois, vous ne pouvez pas amener la pièce à la scie. Tuyaux déjà installés, espaces serrés et réparations obligent souvent à utiliser des outils portatifs. Ça fonctionne—mais il faut prévoir plus d’ébavurage et de remise d’équerre.
Meuleuse d’angle : rendre la coupe plus droite
Scie sabre / scie à main : bonnes pratiques
Outil oscillant : lent mais contrôlable
Pour de petits tubes dans des endroits difficiles, un outil oscillant est lent mais précis. C’est une option raisonnable si l’accès est le problème principal. Voyez-le comme un outil « faire propre et en sécurité », pas comme un outil de production.
Ébavurage et préparation des bords
C’est ici qu’on passe à un résultat « qualité atelier ». Inutile d’une finition compliquée. Il faut une routine reproductible. L’objectif est d’enlever la bavure tranchante et de créer un petit chanfrein propre—surtout à l’intérieur, là où les raccords et les mains passent.
Bord extérieur (routine rapide)
Astuce : si le tube est anodisé, évitez les abrasifs agressifs sur les surfaces visibles.
Bord intérieur (souvent oublié)
Les bavures internes peuvent bloquer les raccords et couper les joints. 10 secondes d’ébavurage intérieur évitent une longue recherche de panne.
Si le tube doit être soudé
Pour préparer une soudure, les objectifs sont : bords propres, bon ajustement, joint régulier. Ébavurez, retirez les contaminations de surface près du joint, et gardez la zone propre. Si vous faites beaucoup d’assemblages tube-à-tube (encoches/fishmouth), la préparation manuelle devient vite un gros poste de temps.
Un meulage lourd chauffe, rend les bords plus rugueux et moins réguliers. Pour la plupart des travaux sur tube aluminium, un ébavurage léger vaut mieux qu’un meulage agressif.
Coupes spéciales : onglets, encoches, assemblages « fishmouth »
Les coupes droites sont la partie facile. Les vrais projets demandent souvent des coupes d’angle et des joints tube-à-tube. Voici des méthodes pratiques pour éviter que le travail devienne un « essai/erreur ».
Coupes d’onglet (cadres, rails, angles)
Encoche / fishmouth (joints tube-à-tube)
Un fishmouth permet à un tube rond d’épouser un autre tube rond. Les options manuelles incluent un gabarit d’encochage avec scie-cloche, ou un meulage soigné avec essais d’ajustement. Si vous faites souvent des encoches, c’est l’une des plus grosses sources de main-d’œuvre en fabrication tube.
Trous et fentes : rester pragmatique
Si vous percez après coupe, une règle simple : poinçonner et faire un avant-trou limite le ripage. En passant au CNC, vous pouvez intégrer trous et fentes au programme et réduire les opérations secondaires.
Dépannage : problèmes fréquents en coupe de tube aluminium (et corrections rapides)
Quand la qualité baisse, ce n’est généralement pas « au hasard ». Utilisez cette section comme diagnostic rapide. Regardez le symptôme, puis vérifiez bridage, choix de lame/outil et avance.
| Problème | Ce que cela signifie le plus souvent | Corrections rapides (dans l’ordre) | Habitude de prévention |
|---|---|---|---|
| Grosse bavure | Vibration, mauvaise lame, évacuation copeaux insuffisante, avance trop agressive | Mieux brider → lame non-ferreux → avance régulière → cire/lubrification légère → routine d’ébavurage | Nettoyer guide + supports à chaque session |
| Bord barbouillé / brillant « comme fondu » | Encrassement (copeaux collés), échauffement | Nettoyer la lame → cire/lubrification légère → éviter avance « trop lente en frottant » → meilleur support | Ne pas couper avec une lame encrassée |
| Tube ovalisé / marqué | Serrage trop fort ; pas de mors doux ; pas de support interne | Mors/cales souples → insert interne → réduire le serrage → soutenir près de la coupe | Standardiser une méthode de serrage pour parois fines |
| Coupe pas d’équerre | Erreur de traçage, tube qui a bougé, chute qui tombe | Re-tracer avec ruban → ajouter une butée → soutenir la chute → ralentir sur les 10 % finaux | Mesurer une fois, puis couper à la butée |
| Rayures sur anodisation | Copeaux sous les mors/guide ; glissement après serrage | Nettoyer contacts → ruban de protection → cales souples → éviter tout glissement | Habitude « nettoyer d’abord » avant chaque coupe |
Quand la coupe manuelle ne “scale” plus : passer au laser tube CNC fibre
La coupe manuelle convient aux petits volumes et aux géométries simples. Le problème est que le coût main-d’œuvre augmente vite quand les pièces se complexifient. Si vous mesurez sans cesse, ébavurez sans cesse et reprenez sans cesse les ajustements, vous payez des coûts cachés.
Signes qu’il est temps d’envisager un laser tube CNC
Flux de travail laser tube (étapes simples)
Pour le contexte général, renvoyez plutôt vers vos guides existants au lieu de répéter ici : Comment fonctionne la découpe laser, Comment utiliser une machine de découpe laser, et Plages d’épaisseurs en laser fibre.
Section « bon produit » : machines GWEIKE recommandées pour la coupe de tube aluminium
Cette section présente les produits de manière pratique : faites correspondre le type de machine à vos vrais travaux tube. Le bon choix dépend de la plage de dimensions, de la longueur de tube brut, du poids, et de votre niveau d’automatisation. Utilisez les scénarios ci-dessous comme shortlist.


L’objectif est de choisir une machine adaptée à vos travaux les plus fréquents, pas « la plus grosse possible ». Surdimensionner gaspille souvent le budget. Sous-dimensionner crée des goulots de production. Si vos travaux sont mixtes, basez-vous sur ce que vous faites chaque semaine.
Scénario A : petits tubes, cycles rapides
Si vos travaux tube aluminium sont majoritairement de petit diamètre et que vous voulez un flux compact et efficace, regardez la plateforme automatique TE-Series.
Lien suggéré : TE-Series (Tube)
Scénario B : tailles courantes, fabrication quotidienne
Si vous coupez des tubes ronds/carrés courants tous les jours et voulez une plateforme « généraliste », la T2 Series est une option simple à shortlister.
Lien suggéré : T2 Series
Scénario C : tubes + profilés
Si vous coupez souvent non seulement des tubes ronds/carrés mais aussi des profilés/extrusions, regardez une solution tube + profilés, comme la TG Series.
Lien suggéré : TG Series (Tube & Profile)
Scénario D : tubes plus lourds, meilleure stabilité
Si vous traitez des pièces plus lourdes ou voulez plus de stabilité sur tubes longs, une plateforme heavy-duty comme la T3 Series est souvent plus adaptée.
Lien suggéré : T3 Series
Scénario E : flux « tube long » (chargement/déchargement)
Si votre production utilise des tubes bruts longs et que vous voulez une manipulation stable sur la longueur, envisagez une plateforme dédiée aux tubes longs comme la T3L.
Lien suggéré : T3L Series
Scénario F : grands diamètres ou tubes très lourds
Si vous coupez des tuyaux aluminium de grand diamètre ou très lourds et voulez une stabilité multi-mandrin plus robuste, une option heavy-duty comme la T4 Series est conçue pour ces cas.
Lien suggéré : T4 Series
Pour voir toutes les plateformes fibre (tôle + tube + robot 3D) au même endroit, utilisez la page hub et filtrez selon votre type de pièces.
Astuce : pour une recommandation rapide, préparez vos dimensions tube, épaisseurs, longueurs brutes et les features nécessaires (trous/encoches/fentes).
Checklist RFQ + guides associés
Checklist RFQ : quoi préparer avant de demander un devis
Pour recevoir des recommandations machine rapidement et correctement, envoyez ces informations. Cela évite les allers-retours et permet d’adapter la configuration à vos pièces réelles.
